Même si ce n'est pas liée aux templiers, je te laisse lire tout ce que tu trouveras sur ce site :
http://www.erikds.com/?page_id=22Tu as aussi des conseils ici :
http://compagnie-de-trencavel.clicforum.fr/t259-De-la-Loricae-Hamatae-a-la-cotte-de-mailles-du-XIIIe-siecle.htmSur mon analyse des sources ci dessus (pas d époque templière...) ont voit qu'il y a 3 types de mailles :
- Rondes
- Lenticulaire (ovale)
- Plates
Ainsi que 2 types de rivets
- Rond (à tête variables (plates, bombés etc)
- En coin ultra plat


Le problème est que tu dois avoir le volume de matière nécessaire. Pour l'anneau cela ne pose pas de problème mais il faut du surplus pour la zone de rivetage.
- Et autant en section plate, cela passe facilement (les fils fils restent bien superposé, sans glisser et le volume de matière est bon.
- Autant en Fil rond, les fils glissent, et le volume est vraiment faible ce qui fait que l'on obtient la forme mais avec une grosse différence entre la zone ronde et la zone de rivetage (ultra plate). Cela entraîne des déformations monstrueuses pour le métal, qui à tendance à se déchirer tout seul (trop de corroyage). Donc il faut que je trouve du fil d'acier moins riche en carbone (<0.3%), pour éviter de devoir réchauffer 2 à 3 fois le fils le temps de faire l'anneau.
Le rivet rond est le plus difficile à faire, car l'anneau à tendance à se fendre quand on fait un trou rond. Le rivet plat, dans l'axe du fil est plus simple. et permet de faire un rivet qui fait 1/3 de l'épaisseur du fil, le tremper, et l'enfoncé facilement dans la maille.
+ Les méthodes que je suis entrains d'étudier sont multiple pour refermer les anneaux : - 2 Pinces
Galère car jamais sur d'être bien en face, complique tout le reste, et très lents
- Pince coupante modifié
Tu biens faire un trou dans la zone de coupe, comme cela tu peux couper la 2ème spire. tu coups tu fais le recouvrement directement. Difficile de couper toujours la même longueur. Tu abîmes beaucoup de fils car tu passes entre deux spire serrés.
- Filière pour refermer l'anneau :
C'est le plus rapide est le plus propre. Tu coupes des anneaux plus grands (plis simple en plus), puis tu les passes dans la filière. Tes anneaux ressortent parfaitement alignés et superposés.
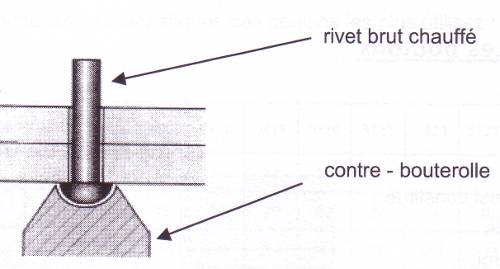
+ Pour faire la zone de rivetage : - Manuel pure : Marteau + Poinçon

C'est extrêmement long, tu rates 8 anneaux sur 10... c est une horreur
Le plus simple étant de faire chaque côté de l'anneau séparément sur un tas en plomb (pas pour pas abîmer le poinçon (car tu n'es pas tremper de toute façon, donc un coup de dremel pour retailler le poinçon et tu repars), mais surtout pour absorbé le choc, et que l'anneau ne bouge pas)
- Méthode à pince spécial

Cela permet déjà d'être sur de l'alignement entre le « tas » et le poinçon pour percer et d'éviter d'avoir du travers entre le tas et le poinçon. Pas mal de perte aussi à cause du décalage de l'anneau. En fonction de ta pince c'est galère pour passer entre les mords et voir ce que tu fais...
- Méthode à tas d’emboutissage
Tu viens faire une matrice qui est composé d’une partie pour bloquer l’anneau en place

, d’un poinçon pour taper (simple cylindre), et d’un cylindre qui englobe le tout pour guider le poinçon bien en ligne de la matrice. Un bon coup de marteau et tu te retrouves avec ta zone de rivetage toute bien faite et un fil qui est passé lenticulaire. Il te faut un deuxième poinçon pour faire le perçage.
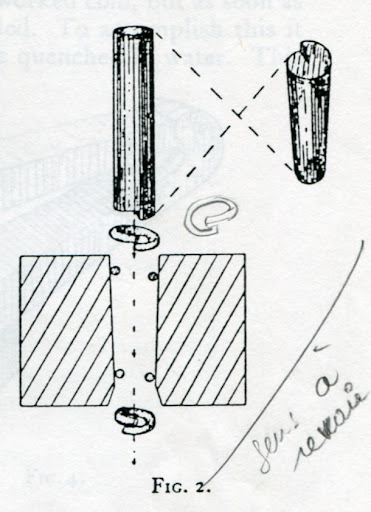
- Laminoire à fil

Tu achètes du fil plus gros en diamètre, et tu le réduit par différente passes. Tu coupes tes sections de fils droites. Tu passes juste l’extrémité dans le laminoire pour faire la forme de rivetage.
Pour automatiser la chose ,en ayant des cylindres de laminoire sur mesure tu peux passer le fil en continue, faire des sections variables (diamètre anneaux, forme de rivetages, marque pour la coupe, forme de rivetages, diamètres anneaux, forme de rivetages, marque pour la coupe, etc…). Tu peux ainsi faire des anneaux en continue.
+Pour le matériaux plusieurs choix : - Du fer pur
- De l’acier avec peu de carbone (c’est le carbone qui génère le corroyage (durcissement par déformation)) (carbone <0.15%)
- De l’acier travailler à chaud (>700°C)
- De l’acier décarburé par passage en four (environ 800°C pendant 1H pour chaque 0.1% de carbone)
- Des alliages autres (mais vraiment pas historique) : cuivre, argent, etc
Voilà j’espère avoir pu t’aider…